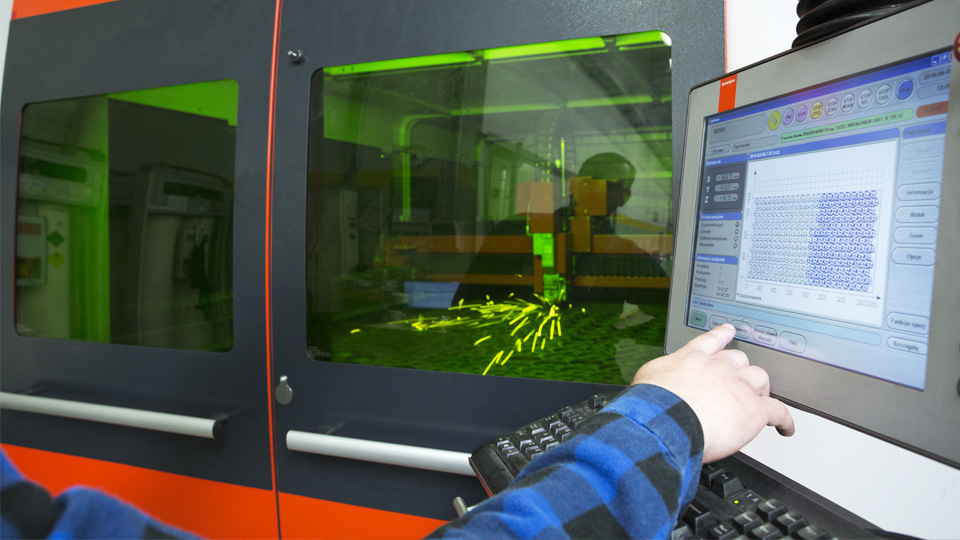
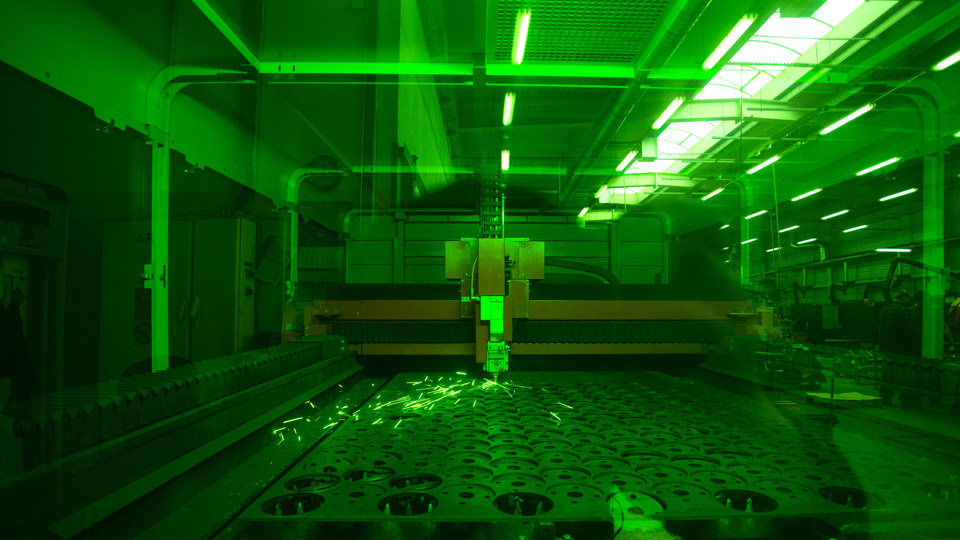
laser cutting of steel (worktable of 3000 x 1500 mm)
We have capabilities to cut:
- structural steel, up to 20 mm thick
- stainless/acid resistant steel, up to 12 mm thick
- aluminum, up to 10 mm thick
Laser cutting guarantees:
- high quality and precision of cut – 0.1mm
- 100% repeatability of cut elements
- smooth cut surface and edges
- ability to cut very small element
- cutting work pieces of very complex shapes
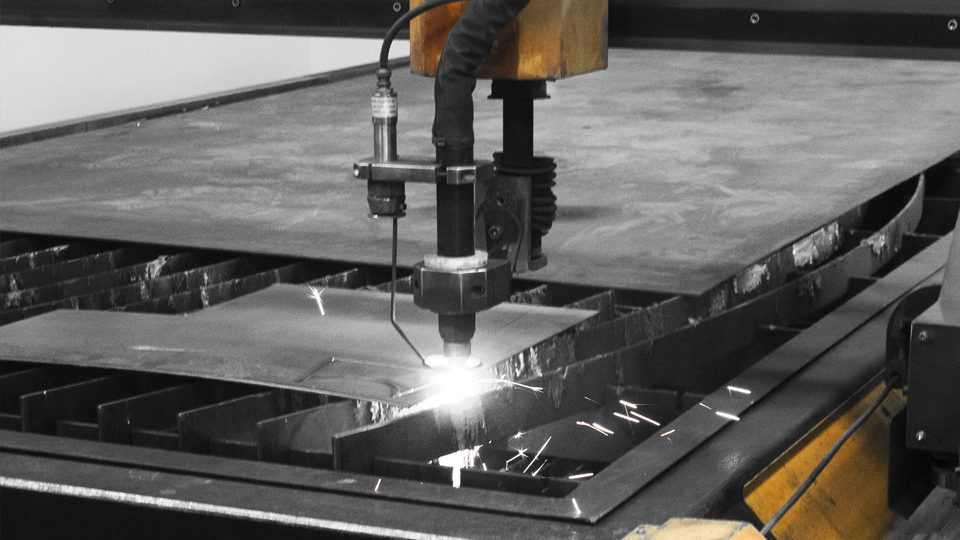
plasma cutting (worktable of: 3000 x 1500 mm)
We have capabilities to perform:
- plasma cutting, up to 12 mm
- oxygen cutting, up to 50 mm



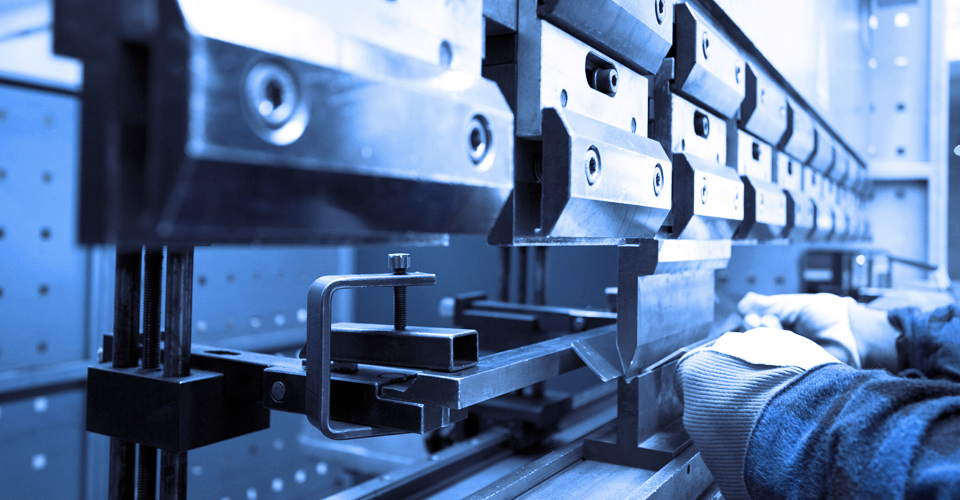
sheet metal bending on press brake with pressure of 120 t
We have the capability to bend sheet metal on press brake:
- maximum cut length – 3000 mm
- bent element thickness from 0.5 mm to 8 mm
The primary benefits of press brake bending are:
- 100% repeatability of bent shapes
- bending of complex shapes
- low unitary cost in case of larger series
pipe bending on mandrel and three-roll bender
Bending on mandrel bender:
- bending at constant and variable radiu
- pipe diameter fi 20 and fi 25





MIG/MAG welding
We weld with MAG/MIG method.
- It is welding with consumable wire electrode in presence of inert shielding gas (argon, helium) or active shielding gas (carbon dioxide with argon).
- In this method the electric arc forms between the welded material and the consumable electrode in the form of a wire.
Benefits:
- very high welding efficiency
- very good weld quality
- low cost
- capability to automate the procedure
TIG welding
We weld with TIG method.
- It is welding with a non-consumable electrode in presence of inert shielding gases (argon, helium).
- In this method the electric arc forms between the welded material and the tungsten electrode.
- The method is used mostly to weld stainless steels, high alloy steels and aluminum.
Benefits:
- very high weld quality
- high purity of welds
- ability to weld very thin sheets
- no spatter of liquid metal
- capability to automate the procedure



milling
We offer milling with CNC machines and conventional tool milling machines:
- alloy steel
- stainless steel
- non-ferrous metals
- plastics
Offered processes:
- face milling
- shoulder-face milling
- profile milling
- slot milling
- boring
- threading
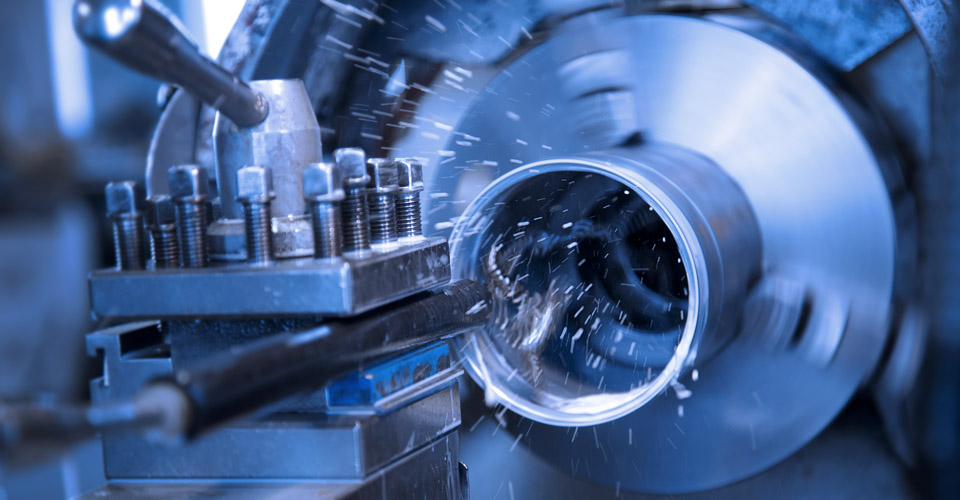
turning
We offer turning with conventional lathes
- max. turning diameter over support Ø 240 mm
- max. turning diameter over bed Ø 400 mm
- max. length of processed element L=1500 mm
- max. spindle drive Ø 58


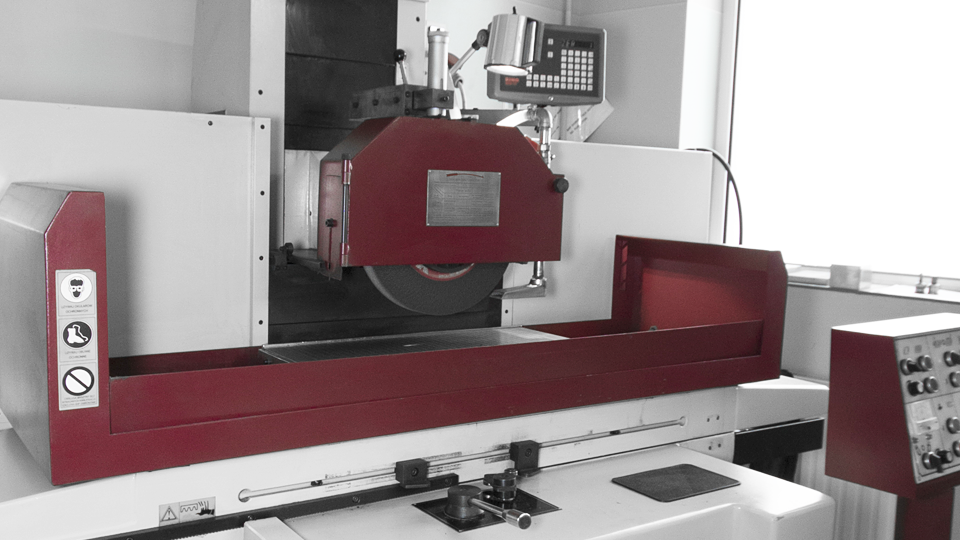

grinding
- 600 x 300 mm surfaces
- height of processed work piece 250 mm